


Welded steel pipes
Longitudinally HFI Welded Carbon steel pipes for the transport and distribution of gas, water, oil etc. at low, medium and high pressure, from dia. 3” (88.9 mm) to dia. 12” (323.9 mm) according to the most important International Standards: EN – API – ISO UNI – BS – DIN – ASTM
We manufacture steel pipes suitable for transporting
Gas

Water

Oil
Longitudinally High Frequency Induction Welded Carbon steel pipes, no filler material added, annealing of the weld seam, for the transport and distribution of hydrocarbons, gas, water, oil hydrogen, oxygen, nitrogen high pressure service, structural pipes, on shore and offshore, High Quality from dia. 3” (88.9 mm) to dia. 12” (323.9 mm) according to the most important national & International Standards API 5L, ISO 3183, EN 10224, EN 10217, EN 10219 with a production capacity exceeding 100.000 tons per year.
Steel Pipes – production Range
| Diameter (mm) | Min. Thickness (mm) | Max. Thickness (mm) per steel grade | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| De (mm) | POLLICI (inch) |
DN | L235 |
L245 Gr.B |
L290 X42 |
L360 X52 |
L415 X60 |
L450 X65 |
L485 X70 |
|
| 88,9 | 3" | 80 | 2,6 | 6,4 | 6,4 | 6,0 | 5,4 | 5,4 | 4,8 | 4,4 |
| 114,3 | 4" | 100 | 2,6 | 7,3 | 7,2 | 7,1 | 6,4 | 6,0 | 5,5 | 4,8 |
| 139,7 | 5" | 125 | 2,9 | 7,9 | 7,9 | 7,3 | 7,0 | 6,4 | 5,8 | 5,3 |
| 168,3 | 6" | 150 | 3,2 | 8,4 | 8,4 | 8,2 | 7,5 | 6,6 | 6,4 | 5,8 |
| 219,1 | 8" | 200 | 3,6 | 8,7 | 8,7 | 8,4 | 8,2 | 7,5 | 7,1 | 6,4 |
| 273,0 | 10" | 250 | 4,0 | 9,5 | 9,5 | 9,5 | 9,3 | 8,4 | 7,9 | 7,1 |
| 323,9 | 12" | 300 | 4,0 | 10,3 | 10,3 | 10,3 | 10,3 | 9,5 | 8,7 | 7,9 |
Pipes Spigotting – Solutions for butt welding
Steel Pipe ends spigotting for water conveying allows different benefits:
- auto array of the pipes during pipe-laying
- easy butt-weld
- with spheric bell spigot, a small rotation of the pipes in order to fit to the track and obtain large radius curves
SIZE RANGE
We can manufacture different kind of spigots in order to meet our customers’ technical requirements from dia. 2”.½ (76.1 mm) to dia. 24” (610.0 mm).
Cylindrical Joint
This is the most common solution used for the ends of carbon steel pipes intended for the transport of water for diameters up to DN 5 "(139.7 mm). This solution can be used in combination with all the internal coatings that we manufacture (providing the range of application to the pipe size).
Slip Joint
It’s a particular cylindrical joint for sizes starting from 2”.½ (76.1 mm). This joint is suggested in cement mortar lining. At the female extremity, an o-ring is placed which acts as a water- stop on the bottom of the joint.

Bell Joint
This is the most common joint used for ends of carbon steel pipes for conveying water for diameters from DN 6” (168.3 mm) to rise. This solution can be used in combination with all the internal coatings that we manufacture. The main advantage over the cylindrical joint is that of allowing small misalignments of the pipeline (up to 5-6 degrees).

E-joint
Consists of a cylindrical joint on one end and an internal air chamber on the other. It is produced for diameters starting from DN 8" (219.1 mm) and is recommended for epoxy paint or cement mortar linings. The internal air chamber causes a slight decrease in the internal section of the tube.

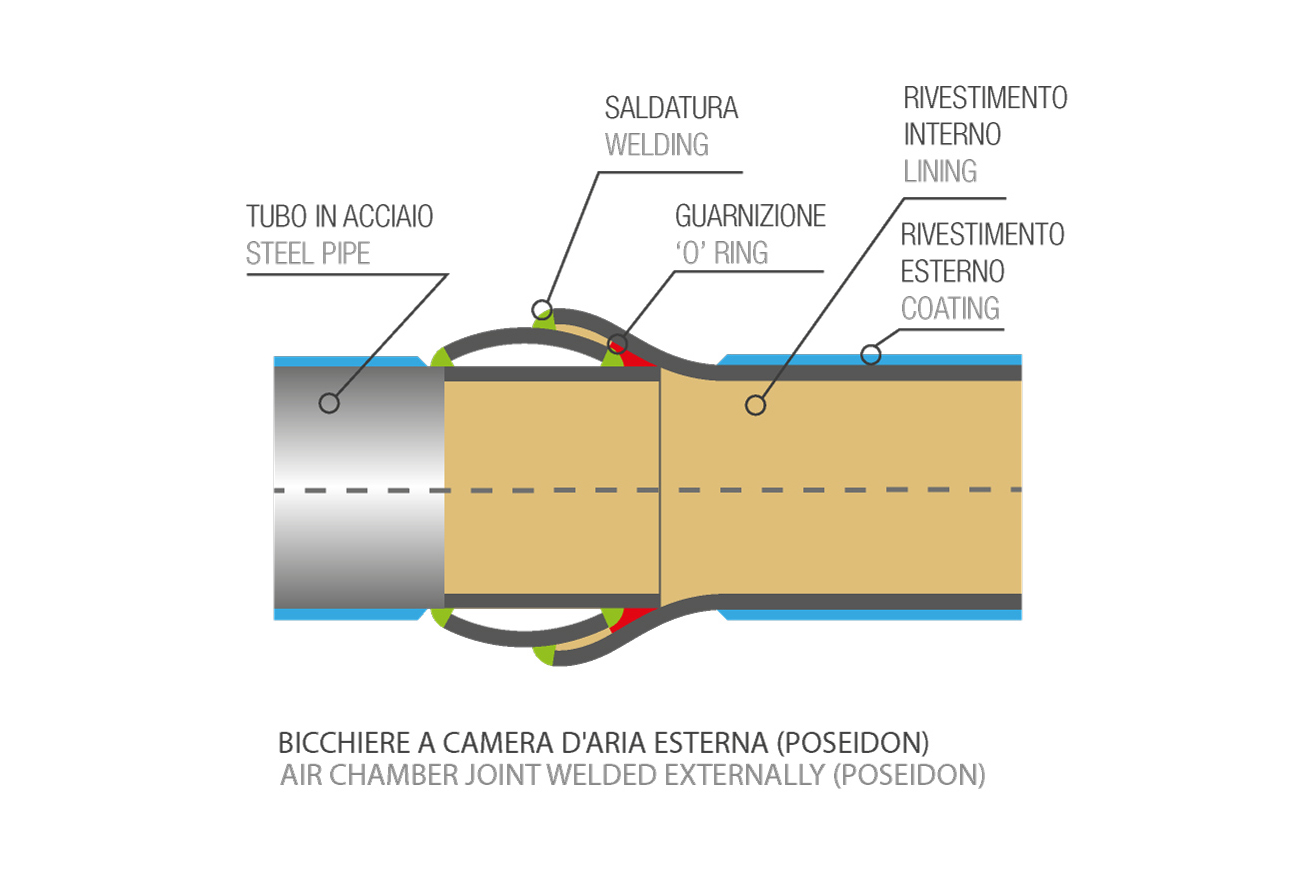
Outside air chamber joint (Poseidon)
The Poseidon joint - usable for diameters from 3" (88.9 mm) to 16" (406.4 mm) - is our patent for the protection of the internal paint of the pipes during on site welding prior to pipe laying and allows keeping the continuity of the internal lining.
Briefly, the advantages of applying a "Poseidon" joint can be summarized as following:
- Absolute guarantee of the protection of the internal coating;
- The geometric and mechanical characteristics of the Poseidon joint are such as to constitute a reinforcement element of the joint;
- The particular spherical coupling created by the Poseidon joint allows angular deviations ranging from 7 to 10 degrees depending on the diameter of the tube;
- The joint manufacturing system and the strict checks carried out ensure maximum reliability even in harsh operating conditions;
- A circular rubber gasket inside the joint (o-ring) prevents any infiltration of the fluid into the area of the air chamber;
- Possibility of using the Poseidon joint with any type of internal coating.
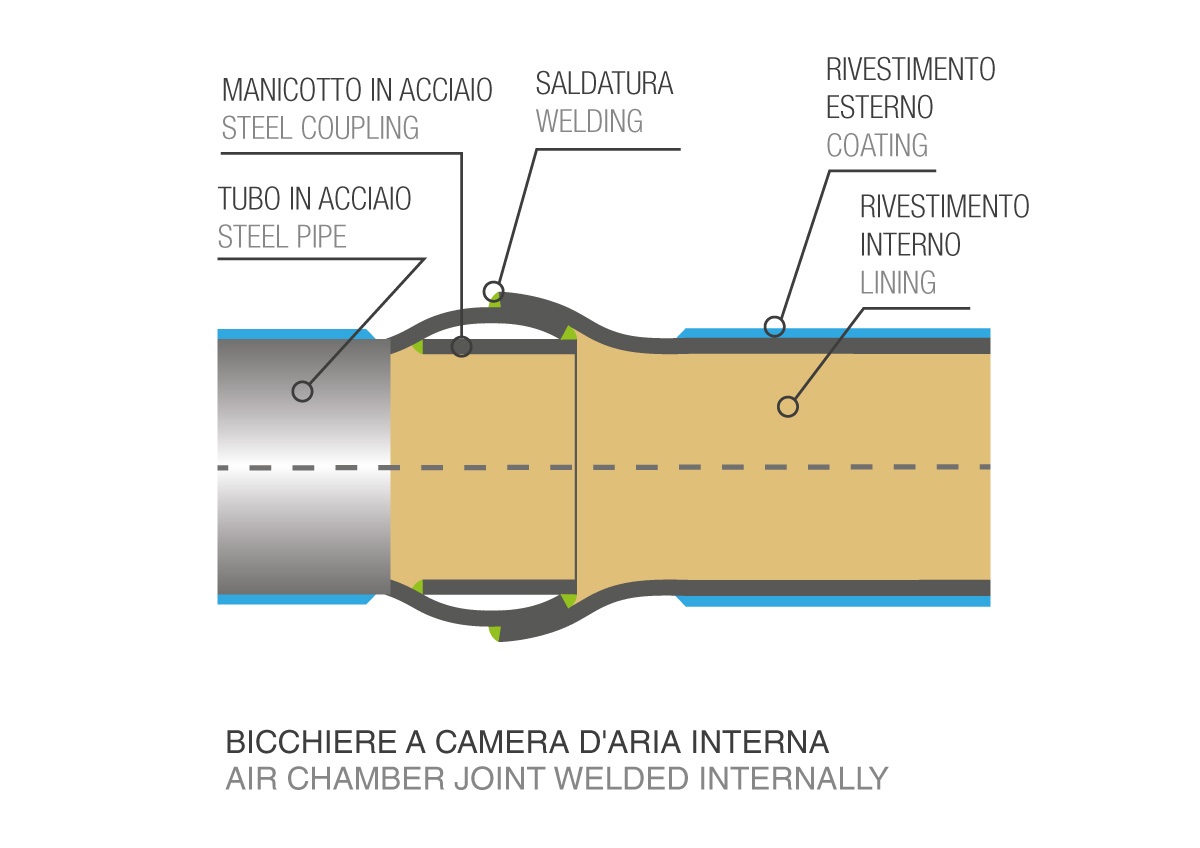
Inside air chamber joint
This type of joint is used for the protection of internal linings of pipes with a diameter greater than 20 "(508.0 mm). The system of construction of the joint is completely different from that of the" Poseidon "since the inner chamber air is welded inside the pipe. The presence of the weld seam can create disturbance to the regular flow of the fluid (pressure drop due to turbulence) and potentially a trigger for corrosion. This is the reason that leads to the use of this system. only for large diameter pipes, easily accessible inside by a specialized welder. Regarding the angular deviation, the internal air chamber joint, creating a different coupling geometry, allows lower misalignments of the pipeline compared to the outside air chamber.
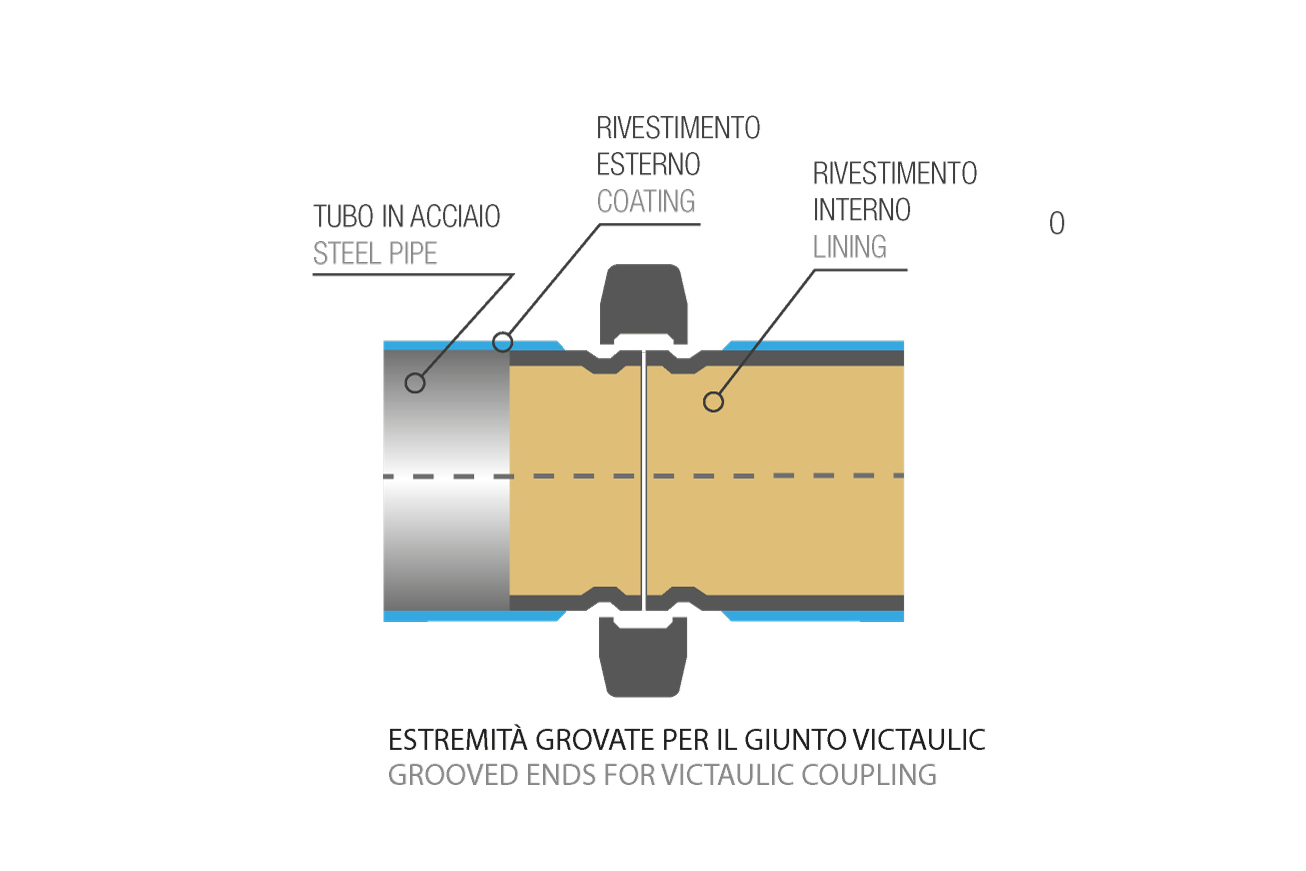
Grooving
The grooving is a cold-pressed mechanical process at both ends of the tube to allow coupling in the absence of welding. During the laying process, the pipes are connected through the use of Victaulic joints or similar. It is made in our factory from DN 1”.¼ (42.4 mm) to DN 24" (610.0 mm).
Range
Production of HFW pipes from DN 3" (88.9 mm) to DN 12" (323.9 mm) for thicknesses from 2.9 mm to 12.7 mm in steel up to X70-L485, lengths from 6.0 to 13.3 m.
- water pipes: EN 10224;
- methane pipes / pipes for combustible fluids: ISO 3183 PSL1 / PSL2; API 5L PSL1 / PSL2;
- high pressure pipelines: EN 10217-1 / EN 10217-2 / EN 10217-3 (PED);
- structural pipes: EN 10219 (CPD-CPR);
- black, galvanized and coated pipes for plumbing applications: EN 10255;
- pipes according to standards: UNI, EN, ISO, DIN, ASTM, NF, BS;
- protection pipes, grommets pipes.
Supply of pipes DN <3 "(88.9 mm) and DN> 12" (323.9 mm) through qualified partners and checked by our technicians in our internal laboratories.
Read more
+Read less
XIn-depth
The carbon steel pipes produced by RGS are made exclusively from killed and hot rolled steel strips suitably desulphurized and dephosphorised to ensure the best mechanical and technological performance.
Main characteristics of longitudinally welded carbon steel pipes:
- High mechanical resistance to stresses, both static and dynamic (water hammer, external overloading, unexpected ground collapse).
- Constance of mechanical features in time, even in presence of cyclic conditions of stress and tension (fatigue of the materials).
- Simple pipeline laying, due to the considerable flexion (thanks to the high elasticity module) meaning capacity to fit to trench profiles that are not perfectly straight and to the construction of bended sections with a large radius not needing the use of special accessories.
- The availability of pipes of single length up to 13.3 metres, with considerable economic advantages thanks to the lower necessary number of welded joints.
- Lower overall cost of the pipeline, at an equal working pressure, getting cheaper and cheaper the larger the diameter.
- Chance of using high grade steels with enhanced performance necessary for higher working pressures and so possibility of using lower wall thicknesses at a globally lower cost compared to other alternative materials.
- Chance of choosing coating solutions targeted and suitable for the use for which the pipeline is designed.
- Chance of applying, on the chosen coating, a further mechanical rock-shield protection in fibre glass reinforced cement, in order to have the pipeline been laid directly in the digging trench with no need to prepare a sand bed, sand which is not always easy to get in the nearby of work sites.
Carbon steel HFI-W pipes are no doubt the best choice of the market encompassing the production technologies and the application range for the following reasons:
- Steel is the material with the best performances in terms of resistance, resilience, flexibility, weldability, suitable for every requirement.
- High Frequency electro-welding with no filler material (HFIW) combines the advantages of the seamless pipes (continuity of the material at microscopic level) with the advantages of the welded pipes (raw material with uniform size and mechanic characteristics, thoroughly checked by the producers) at a lower cost (thanks to the higher productivity of the plant)
- Induction (HFI-W) used to obtain the best distribution and uniformity of the welding energy (with no wearing parts)
- Weld Annealing used to obtain a uniform metallographic structure, practically indistinguishable on the whole pipe
- Integrated control System on 100% of the production
Read more
+Read less
XReference List

Project C4GAS
- Gasdotti ad alta pressione (varie installazioni) - Tubi della linea - FRANCIA da 8'' a 14'' rivestiti in PE e grezzi 275 KM
Km 275

Project PDO-OMAN
- Gas Line Pipe 3" - 16" HFI - W Alta Pressione 240 km
Km 240

Project ENAGAS
- Gasdotti ad alta pressione da 3" a 16" - SPAGNA 1749 KM
Km 1749

Project GAS NATURAL/ NEDGIA
- Gasdotti ad alta pressione da 3" a 16" (varie installazioni) – SPAGNA
Km 757

Project OOISS
- Tubi 4”-6” - OMAN 40 Km
Km 40

Project TUBIFICIO LOMBARDO
- San Gottardo Tunnel - SVIZZERA Tubi 16'' 105,5 KM
Km 105,5

Project ENDESA/REDEXIS GAS
- Villanueva El Casar - SPAGNA 10” 25,5 KM
- Villanueva Almoguera - SPAGNA 12” 51 Km
- Gasoducto ELCHE-MONOVAR-LA ALGUENA y Reposician SONAN - SPAGNA 10” 77,5 KM
- Azaila - Albalate - Arino Y Gallur - Tauste – Ejea - SPAGNA 10”-12” 55 KM
- Reposicion Sonan – SPAGNA 10” 15 KM
- Gasoducto Vencillon-Sarinena Fase I 10” , 9 km
- Gasducto Endesa 4” - 4km
Km 237